
Quali sono le sfide nello stampaggio di fogli TPU?
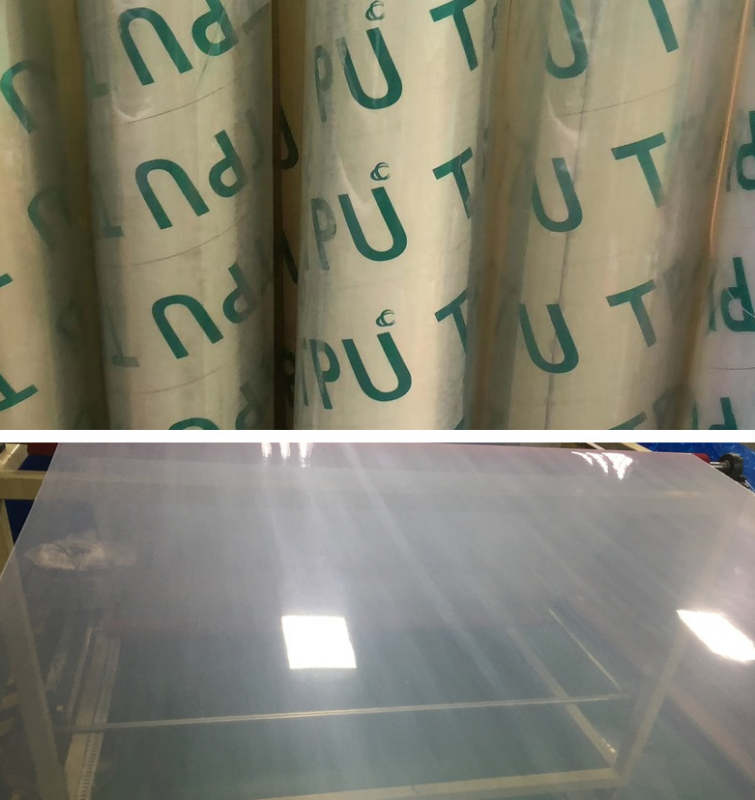
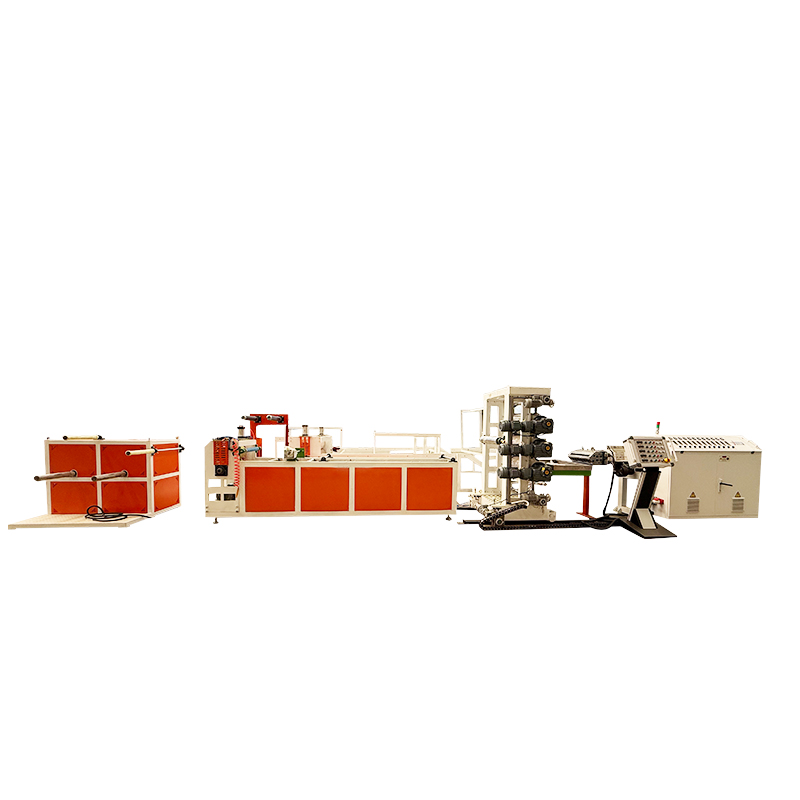
Macchina per estrusder foglio TPU Offre una combinazione di elasticità, resistenza all'usura, resistenza alle intemperie e riciclabilità ambientale, rendendola ampiamente utilizzata nelle applicazioni mediche, sportive e di imballaggio. Tuttavia, la sua ampia gamma di durezza (Shore A 60 to Shore D 80), viscosità di fusione sensibile e la suscettibilità all'idrolisi e alla degradazione termica portano a tre sfide fondamentali durante il processo di stampaggio: controllo dell'uniformità, manutenzione delle prestazioni e stabilità del processo. Le sfide specifiche, le loro cause e gli impatti sono le seguenti:
1. Pretrattamento delle materie prime: il controllo dell'umidità è impegnativo e influisce direttamente sulla qualità del foglio.
La TPU è un polimero altamente igroscopico. L'uretano si lega nella sua struttura molecolare reagisce facilmente con l'acqua. Il superamento del contenuto di umidità nella materia prima può portare a una serie di problemi durante il processo di stampaggio. Questa è la principale sfida di pre-elaborazione per la modanatura del foglio TPU. Difficoltà:
Assorbimento rapido dell'umidità e difficoltà nella completa rimozione: i pellet TPU esposti all'aria per solo un'ora possono vedere il loro contenuto di umidità aumentare dallo 0,03% (il valore accettabile) a oltre lo 0,1%. Il tasso di assorbimento raddoppia in ambienti con umidità> 60%. Inoltre, l'umidità penetra facilmente i pellet, rendendo difficile rimuovere completamente con l'essiccazione convenzionale.
Finestra dei parametri di asciugatura stretta: se la temperatura di asciugatura è troppo bassa (<80 ° C), l'umidità non può evaporare completamente. Se la temperatura è troppo alta (> 120 ° C), la TPU si ammorbidirà e si unirà prematuramente, formando "agglomerazioni grumose" e prevenendo un'alimentazione adeguata. Se il tempo di asciugatura è troppo breve (<4 ore), l'umidità rimarrà, mentre se è troppo lunga (> 8 ore), le catene molecolari TPU saranno leggermente degradate, riducendo la sua elasticità.
Impatto diretto: dopo la formazione, bolle e fori di spirale appariranno sulla superficie del foglio (causata dalla vaporizzazione ad alta temperatura dell'umidità) e le "strisce d'argento" si formeranno internamente (a causa del flusso di fusione irregolare causato da un vapore di umidità). Nei casi gravi, il foglio può delaminare e le proprietà meccaniche (come la resistenza alla trazione) possono diminuire del 15%-30%. Ii. Modano di estrusione del foglio TPU: il flusso di fusione e il controllo della temperatura sono colli di bottiglia tecnici core
Il processo di stampaggio del foglio TPU mainstream è "estrusione a vite singolo/doppia seguita da calendario". Tuttavia, la fusione TPU mostra proprietà non newtoniane significative (la viscosità è sensibile alla temperatura e alla frequenza di taglio) e la compatibilità del processo del TPU di diversa durezza varia in modo significativo. Ciò rende difficile controllare l'uniformità e la stabilità durante l'estrusione, una sfida operativa chiave per l'attrezzatura.
1. La viscosità del fusione sensibile può facilmente portare a spessore irregolare del foglio.
Cause di difficoltà:
La portata di fusione della TPU (MFR) è estremamente sensibile alle fluttuazioni della temperatura: per ogni aumento di 10 ° C di temperatura, l'MFR può aumentare del 20% -30% (rispetto al solo 5% -10% per PP standard). Se la temperatura della canna dell'estrusore fluttua di ± 3 ° C attraverso le sezioni, la viscosità del fusione varierà in modo significativo, con conseguente velocità di scarico della stampo irregolare. Scarsa adattabilità al tasso di taglio: TPU molle (Shore A 60-80) ha una bassa viscosità di fusione. Velocità a vite eccessivamente elevate (> 60 giri / min) possono facilmente causare fratture di fusione (superfici di materiale ruvido e rugoso). La TPU dura (Shore D 60-80) ha un'elevata viscosità di fusione, quindi le basse velocità (<30 rpm) possono portare a una plasticalizzazione insufficiente, con conseguenti particelle non confuse all'interno del foglio.
Impatto diretto: le deviazioni di spessore del foglio superano le tolleranze (deviazione accettabile ≤ ± 0,05 mm, spesso superando ± 0,1 mm). I segni di lavandino sono comuni nelle aree in cui il materiale è troppo spesso, mentre la rottura è comune nelle aree in cui il materiale è troppo sottile. Ciò rende il foglio inadatto per applicazioni ad alta precisione come i film medici. 2. È necessaria una precisione di controllo della temperatura estremamente elevata per evitare la degradazione termica e la perdita delle prestazioni.
Difficoltà:
Macchina per estrusder foglio TPU Ha una stretta gamma di stabilità termica: la maggior parte delle temperature di elaborazione della TPU vanno da soli 200 ° C a 230 ° C. Le temperature superiori a 240 ° C causano la rottura della catena molecolare (decomposizione dei legami di uretano), rilasciando gas come CO₂, con conseguente "particelle bruciate" (piccole macchie nere) nel foglio. Le temperature inferiori a 190 ° C provocano una fluidità di fusione insufficiente, impedendo il riempimento della cavità del dado, con conseguente "carenza".
La corrispondenza del gradiente di temperatura a barile è difficile: l'estrusione di TPU richiede un gradiente di plastificante "di plastificazione a temperatura di media temperatura" a bassa temperatura-Plassificazione ad alta temperatura "(ad esempio, 180 ° C-190 ° C nella sezione di alimentazione, 200 ° C-210 ° C nella sezione plastificante e 210 ° C-220 ° C nella sezione di omogenizzazione). Una differenza di gradiente inferiore a 10 ° C provoca plastificazione irregolare; Una differenza di gradiente maggiore di 30 ° C può facilmente portare a surriscaldamento e degrado localizzati. Impatti diretti: le proprietà meccaniche del foglio (come l'allungamento a rottura) si deteriorano, il tasso di recupero elastico della TPU molle scende dal 90% al 70% e la durezza della TPU dura diminuisce di 5-10 gradi a terra. La superficie è soggetta a ingiallimento (causata da prodotti di degradazione), che colpisce l'aspetto.
Terzo, attrezzatura per calendario del foglio TPU: è difficile bilanciare la qualità della superficie e la stabilità dimensionale
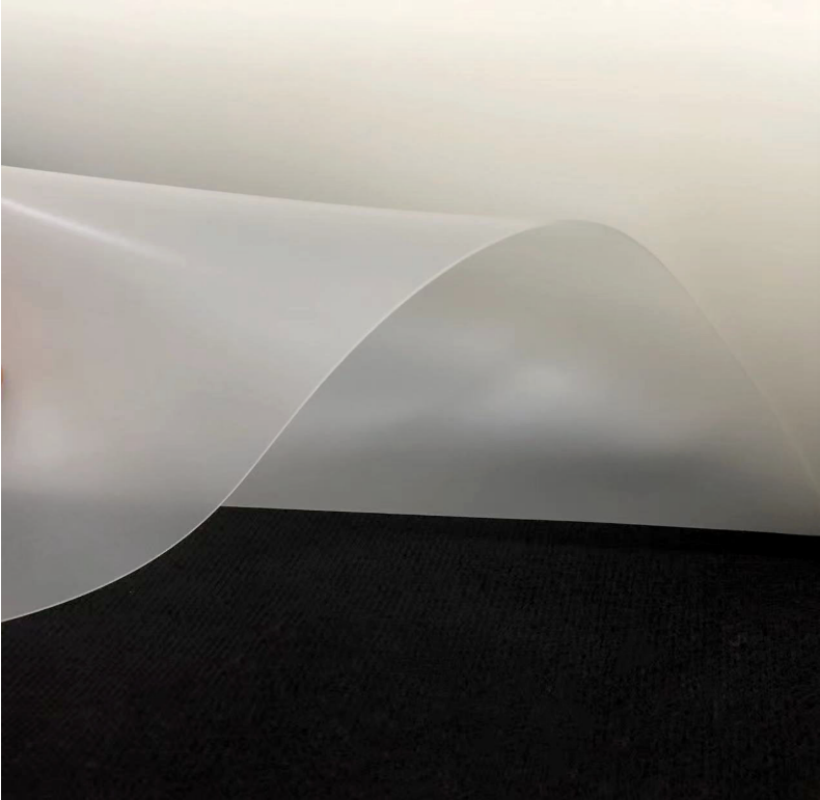
Dopo l'estrusione, i fogli TPU devono essere modellati (controllando lo spessore e la planarità) usando un sistema a rulli di calendario. Tuttavia, la TPU ha un forte effetto di memoria elastica (incline al rimbalzo dopo il raffreddamento) e un alto tasso di restringimento termico (in genere 3%-5%, 2-3 volte quello di PP). Ciò rende difficile ottenere contemporaneamente sia la morbidezza superficiale che la precisione dimensionale durante il processo di calendario, presentando una sfida chiave post-confusione. Difficoltà 1: temperatura e pressione del rotolo di calendario abbinati.
Se la temperatura del rotolo del calendario è troppo bassa (<60 ° C), il fusione TPU si raffredda troppo rapidamente sulla superficie del rotolo e non può aderire completamente alla trama della superficie del rotolo, con conseguente superficie opaca e nebulosa.
Se la pressione è troppo alta (> 15MPA), la TPU molle è soggetta a "residui di marchio a rulli" (la consistenza della superficie del rotolo viene premuta troppo in profondità), mentre la TPU dura è soggetta a "cracking" ai bordi. Se la pressione è troppo bassa (<5MPa), le bolle all'interno del fuso non possono essere eliminate, con conseguente densità di fogli irregolari. Difficoltà 2: conflitto tra raffreddamento e restringimento dimensionale. Dopo che il foglio TPU emerge dai rulli di calendario (a una temperatura di circa 80 ° C a 100 ° C), deve essere rapidamente raffreddato a meno di 40 ° C da un "gruppo rullo di raffreddamento". Tuttavia, il raffreddamento troppo rapidamente può portare a una concentrazione di stress interno nel foglio, rendendola inclini a deformare (ad esempio, la flessione verso l'alto dei bordi) durante la successiva conservazione. Il raffreddamento troppo lentamente (> 30 secondi) fa sì che la TPU continui a restringere, portando ad un aumento della deviazione dimensionale (ad esempio, il restringimento del 2% al 3% nella direzione longitudinale), rendendolo inadatto al successivo taglio. IV. Adattabilità della foglio TPU: attrezzatura in plastica convenzionale richiede una modifica mirata
L'attrezzatura per lo stampaggio della lamiera TPU non può utilizzare direttamente l'attrezzatura di estrusione PP/PE convenzionale. I componenti principali devono essere modificati, altrimenti le difficoltà di cui sopra saranno esacerbate. Ciò rappresenta una difficoltà a livello di attrezzatura nascosta:
Modifica della struttura delle viti: le viti convenzionali (come le viti a gradiente) hanno una bassa efficienza di plastificazione per la TPU e sono soggette a surriscaldamento localizzato. Dovrebbero essere sostituiti con "viti barrier" (con una sezione di miscelazione aggiuntiva) per migliorare l'uniformità della plastificazione, ma questa modifica è costosa (da circa 50.000 a 100.000 yuan per unità).
Ottimizzazione del design del dado: le stampi piatti convenzionali sono soggetti a "ritenzione di fusione" nella porta di scarico (la TPU rimane negli angoli del dado per un lungo periodo, portando al degrado). È necessario un "dado a testa siluro" per ridurre le zone morte e il divario deve essere esattamente regolabile (con una precisione di ± 0,01 mm). Altrimenti, l'uniformità non può essere raggiunta per fogli TPU sottili (spessore <0,1 mm).
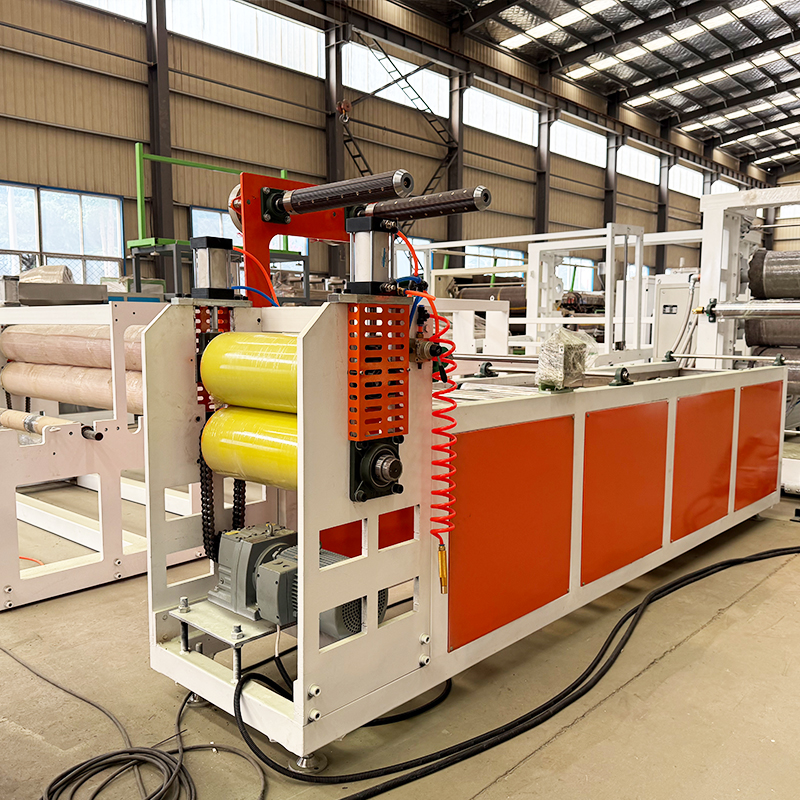
Controllo del detaglio e dell'avvolgimento: i fogli TPU sono altamente elastici e il "controllo costante di tensione" delle macchine di elaborazione convenzionale è insufficiente. È soggetto a fallimento (fluttuazioni della tensione di ± 5% causano l'allungamento e la deformazione del foglio) e deve essere sostituita con un "sistema di trazione motorio" con regolazione in tempo reale del sensore di tensione. Durante l'avvolgimento, deve essere adottato anche un "metodo di avvolgimento superficiale" (per evitare rughe per bordo causate dall'avvolgimento centrale), il che aumenta significativamente il costo di investimento delle attrezzature.
















